In the metal laser melting process, standard commercial batch materials in powder form are locally fused by a high-energy fibre laser. During the laser process, the one-component metal powder is completely fused. Following setting, the material solidifies. This means that the finished component is provided with almost ideal material properties.
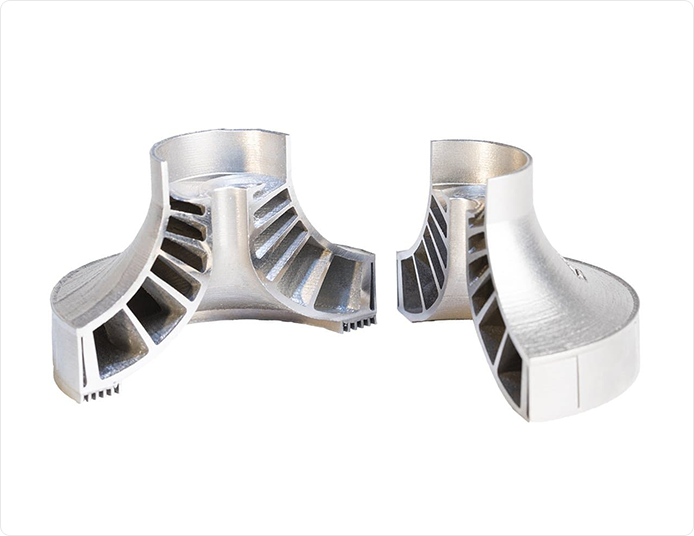
Complex component geometries or component geometries which cannot be produced by conventional means can be produced without using any tools with the laser melting process. There are no limits on the fabrication of components with hollow or grid structures on the inside with this technology.
Green Technology
The LaserCUSING® process is a production process which produces almost no waste. Metal powder which has not been melted can be fully reused without any material being lost for further processes. Furthermore, the laser process is almost emission-free. Thanks to the high level of efficiency of the laser systems which are used at Concept Laser, the energy which is introduced is efficiently converted into working capacity.
Near Net Shape
The production of components with a near-net-shape or ready-to- install geometry shortens the fabrication time and saves costs.
DMLS Materials
DMLS’s additive metals and alloys are used for dense, corrosive resistant, and high-strength parts, which can be further treated through heat, stress relief, coating, and sterilization.
The patented LaserCUSING® process from Concept Laser is used to create high-precision mechanically and thermally resilient metallic components. The term “LaserCUSING®,” coined from the C in Concept Laser and the word FUSING, describes the technology: The fusing process generates components layer by layer using 3D CAD data.
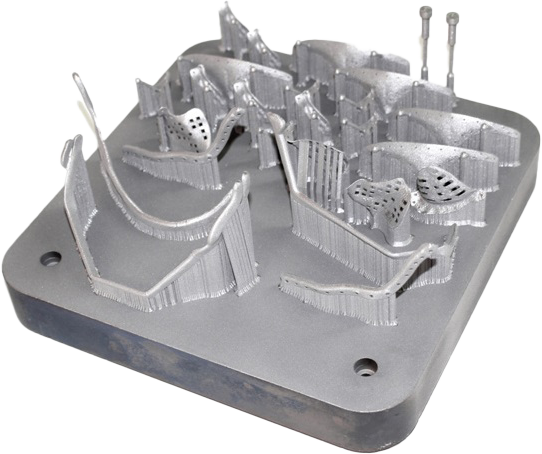
In this process, fine metal powder is melted locally by a high-energy fiber laser. The material solidifies after cooling. The contour of the component is created by redirecting the laser beam using a mirror redirection unit (scanner). The part is built up layer by layer (with a layer thickness of 15 – 500 μm) by lowering the bottom of the build chamber, applying more powder and then melting again.
And if you’re ready to build now, use our no-hassle Quote Tool.