The range of additive fabrication applications is extensive and growing. As processes and materials have advanced, industry has expanded the use of the technology beyond prototyping to manufacturing. Read more…
Although the applications are diverse, there is one dilemma they all share, an underlying trade-off between aesthetic quality and functionality. The additive fabrication technologies with the best surface finishes have been clearly distinguished from those technologies with the greatest strength.
Benefits of 3D Printing for Smoothing FDM Parts
Reduced Lead Times
Cost-Efficient
High Accuracy
Smooth Feature Details
Reduced Lead Times
Companies are realizing impressive reductions in lead times when the Smoothing Station is used to finish and seal FDM parts. Independent of complexity and number of features, the Smoothing Station creates a paint-ready finish in just a few hours, and it needs less than an hour of labor and $10.00 worth of supplies.
Cost-Efficient
The Smoothing Station has essentially automated the FDM additive fabrication finishing process. It eliminates the time, labor and expense of sanding, filling and priming parts to achieve a smooth surface finish for production parts, prototype tools and painted samples.
High Accuracy
Smoothing with Finishing Touch does not affect part accuracy. An independent study was conducted to test part accuracy after the smoothing process. The study found that the smoothing process made negligible dimensional changes on smoothed parts.
Smooth Feature Details
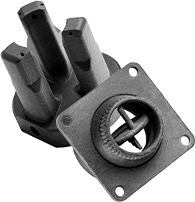
With Finishing Touch, you can make FDM concept models, patterns, or end-use parts up to 15 times smoother. Small layer lines are easily removed, leaving you with a surface finish close to an injection-molded part.