There are times when a component’s only function is to occupy the space that it will take in the final product. Claiming this space provides assessment and verification of critical installation issues such as assembly, serviceability, routing and interfaces. It also allows assessment of product performance aspects that are adversely affected by clearance from a neighboring sub-assembly. Read More
One evaluation option is to manufacturer or purchase the component. However, for high-value parts with complex designs, and possibly long lead times, the investment may be unwarranted and ill advised. In the time span between installation assessment and final product assembly, design modifications may occur and parts may be damaged during repeated installation cycles. If this occurs, the component must be either repaired or replaced. Another downside to use of production components is that work-in-progress (WIP) expense increases, and schedules may be delayed by late deliveries of components. This is especially critical when working on new equipment designs.
Application Outline
Mock-ups may be substituted for production components during the assembly and interface evaluation phase of a project. For simple configurations, all necessary detail can be incorporated in a machined or fabricated part that is inserted in the product assembly. However, with complex, intricate subassemblies, the mock-up may be oversimplified, which can result in an oversight of installation and interface problems. Read More
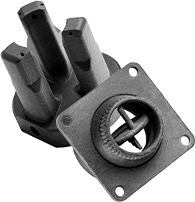
Surrogate components preserve all of the critical details for an installation while minimizing expense and lead time when they are manufactured with Fused Deposition Modeling (FDM). Produced as needed, with up-to-date configuration changes, the FDM surrogates will confirm clearances and interfaces for installation assessment; highlight serviceability issues; and validate routing interfaces for wiring harnesses and fluid conduits. As the product nears completion, the FDM surrogates may also be used as a training aid for assembly technicians or field service personnel.
FDM works by extruding small beads of thermoplastic material through a nozzle that is moved by a numerically controlled mechanism in layers that harden immediately. The additive process constructs surrogates in hours or days at a fraction of the cost of production components. This lowers acquisition cost and defers WIP expenses until final assembly while shortening lead times to validate installations.
When neighboring subassemblies are modified or the surrogate reveals clearance issues, design revisions are easily incorporated in subsequent iterations since FDM requires no tooling. New surrogates are conveniently produced to the latest design revision. The thermoplastic surrogates also offer the advantages of being lightweight and non-marring. This makes installation easier and reduces the possibility of damaging nearby components or structures. As efforts shift to final product assembly or functional testing, FDM surrogates can highlight the need for removal. Manufactured from colored material— for example red—the surrogates are visible to assembly technicians. Optionally, embedded RFID sensors communicate the presence of non-production components. Either option will assure that all surrogates have been replaced with the production parts they represent.
Process
The configuration of FDM surrogates can be adjusted to match the immediate needs. For space claim and assembly assessment, it is usually best to produce the subassembly to the final design. Read More
However, with minor CAD adjustments, the FDM part can be simplified to include only areas of interest. If evaluating interfaces of items such as fluid fittings, electrical connectors, air ducting or mounting surfaces, either include them in the CAD model or attach production fittings to the FDM surrogate. For smart surrogates, incorporate pockets in the model to accept RFID tags or sensors that will be embedded in the part. If weight or balance is important when training installation and service technicians, add strategically placed pockets in the CAD model that will be filled with ballast material.
Surrogate Configuration Options:
Envelope Verify fit (space claim) and access for installation and service. – Basic: simplified representation that eliminates non-functional features. – Advanced: Complete representation for assessment of functional clearances (e.g. sway and cooling zones).
Interface Validate routings and connections (e.g., fluid fittings and electrical connectors). – Integrated: interfaces constructed in surrogate. – Hybrid: production hardware mounted to surrogate.
Ergonomic Represent weight and balance in training aids. – Ballast: add sheet, bar or shot material to surrogate.
Smart Integrate feedback devices for surrogate detection and data capture. – RFID: encapsulate or attach tags for surrogate identification. – Sensor: embed or attach measurement devices.
Efficient Process for Better-Designed Components
Some component’s only function is to occupy the space that it will take in the final product. Claiming this space provides assessment and verification of critical installation issues such as assembly, serviceability, routing and interfaces, resulting in a component that can either be purchased or manufactured.
Benefits of 3D Printing Surrogate Parts
Minimizes Expenses
Reduces Lead Times
Reduced Lead Times
Companies are realizing impressive reductions in lead times when the Smoothing Station is used to finish and seal FDM parts. Independent of complexity and number of features, the Smoothing Station creates a paint-ready finish in just a few hours, and it needs less than an hour of labor and $10.00 worth of supplies.
Reduced Lead Times
Companies are realizing impressive reductions in lead times when the Smoothing Station is used to finish and seal FDM parts. Independent of complexity and number of features, the Smoothing Station creates a paint-ready finish in just a few hours, and it needs less than an hour of labor and $10.00 worth of supplies.
Related Material
FDM Helps Bell Helicopter build quality prototypes
Bell Helicopter manufacturers heavy-lift, tilt rotor Osprey, the hybrid aircraft that combines features both airplane and helicopter.
Read More