To ensure that there is a strong mechanical bond between the PPSF part and PEEK film, adhesive-backed materials are suggested. Testing has shown that Victrex P500S, an APTIV PEEK film backed with silicone adhesive, works well for this application.
Heat the sheet to 284-320 °F (140-160 °C) and draw it onto the PPSF part as soon as it reaches its forming point. Typically, this cycle should be completed in less than 20 seconds. Extended cycle times will cause the PEEK film to crystallize, which causes it to become stiff and opaque. To avoid crystallization, observe the PEEK sheet. As heat is applied, it will relax and then become taut. Once the PEEK sheet draws tight, quickly apply the vacuum and hold it until the PEEK film cools. Following the vacuum forming operation, trim the PEEK sheet to the size of the PPSF part. The PPSF/PEEK part is now ready to be put into service.
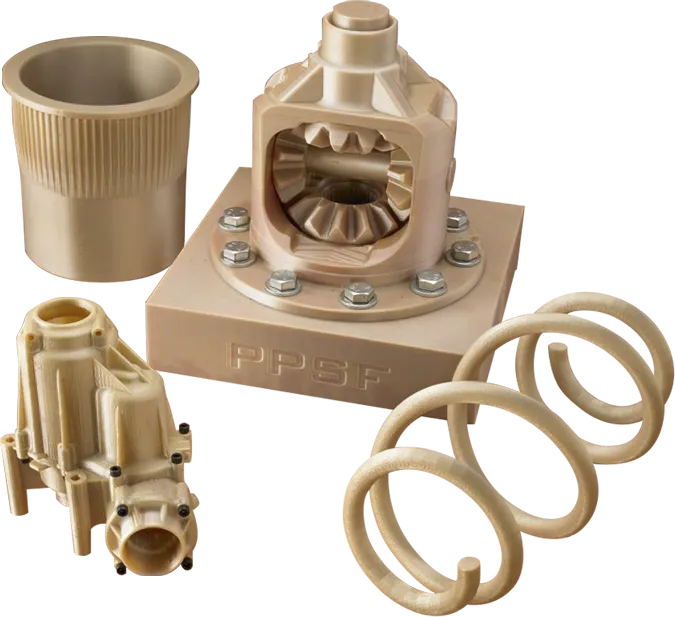
Time and cost comparison of hand sanding and PEEK Thermoforming FDM mold model of a rear tire blower nozzle.