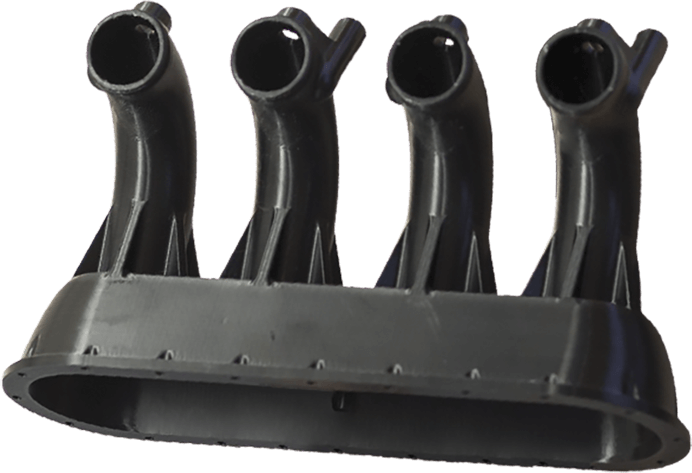





SL is renowned for building parts with extremely smooth surface finishes and intricate detail. Perfect for those who want industry leading part quality. Watch Video

Industry leaders are using Stratasys technology for smoothing FDM parts with automated mass finishing techniques. Watch Video