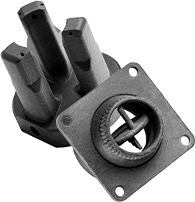
Robots are used to perform tasks such as sorting, transporting, palletizing, inspecting and machining. A robot’s end of arm tool (EOAT), also called an end-effector, is selected based on the operation it will perform, such as gripping or welding, and is specific to the part or tool that the robot manipulates. Read More…
Although there are standard, off-the-shelf EOATs, robot integrators and end-users often need customized solutions to engage uniquely shaped objects, optimize operations and improve productivity. Because of the low-volume nature of custom EOATs, many are machined from metal. They are combined with stock components such as vacuum cups, actuators, framing components and quick changers. However, the time, cost and effort to machine custom EOATs can be prohibitive, which is why end-users may settle for non-customized, stock solutions.
Keep the Line Running at Peak Performance
From painting to pick-and-place operations, robotic arms perform a variety of tasks with excellent endurance, speed and precision. Compared with machining end-of-arm components from metal, 3D printing saves time and expense while producing lighter-weight parts that perform better and cause less wear and tear.
Benefits of 3D Printing for Robotic End of Arm Tooling
Faster Lead Time
Greater Design Freedom
Less Cost
Lighter Tools
Faster Lead Time
FDM EOAT manufacturing is responsive, efficient, and straightforward, turning EOAT design projects into simple tasks. If a design needs to change, FDM can produce a new tool in as little as one day.
Greater Design Freedom
FDM EOATs can be as simple or complex as needed, which gives designers the freedom to create tooling solely for its specific function.
Less Cost
FDM technology provides an alternative method for producing EOATs that can provide dramatic time and cost savings while optimizing performance and avoiding the material and lead time costs of traditional methods.
Lighter Tools
FDM EOATs are lighter than those made with metal, which means robots can move faster or carry larger payloads. Weight reduction also improves motor efficiency and reduces component wear, extending the time between preventive maintenance (PM) cycles.
Value Of Using FDM
FDM technology provides an alternative method for producing EOATs that can provide dramatic time and cost savings while optimizing performance. FDM is an additive manufacturing (3D printing) process that builds plastic parts layer by layer using data from 3D computer-aided design (CAD) files. With FDM, EOATs can be customized and tailored to a specific application while often accelerating implementation on the production floor.
In-house fabrication
Redesign as needed
Reduced downtime
*Typical time and cost savings derived from numerous end-user analysis, testimonials and feedback. Actual savings may vary based upon numerous factors, including traditional time/cost, part geometry and utilized technology.